|
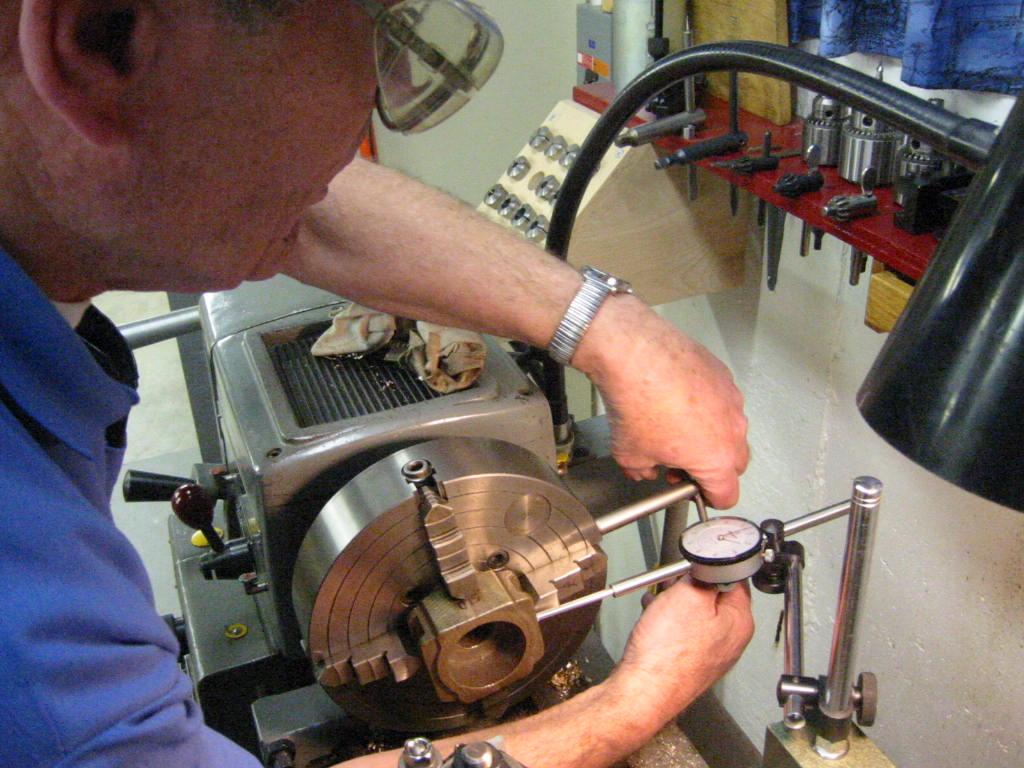
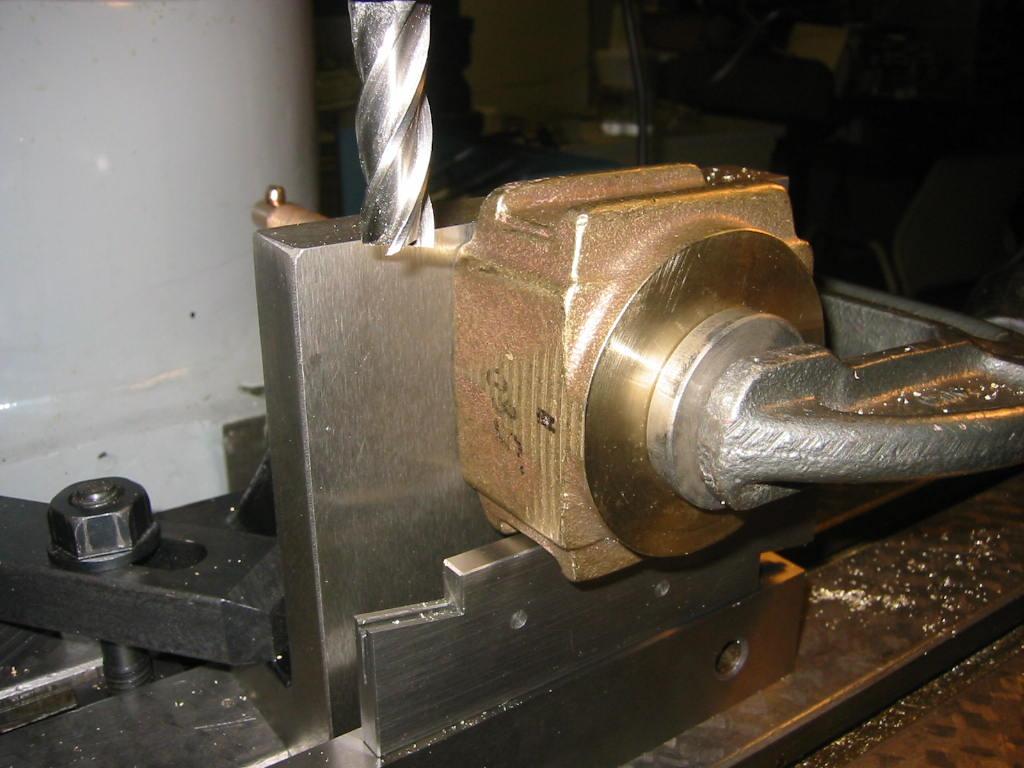
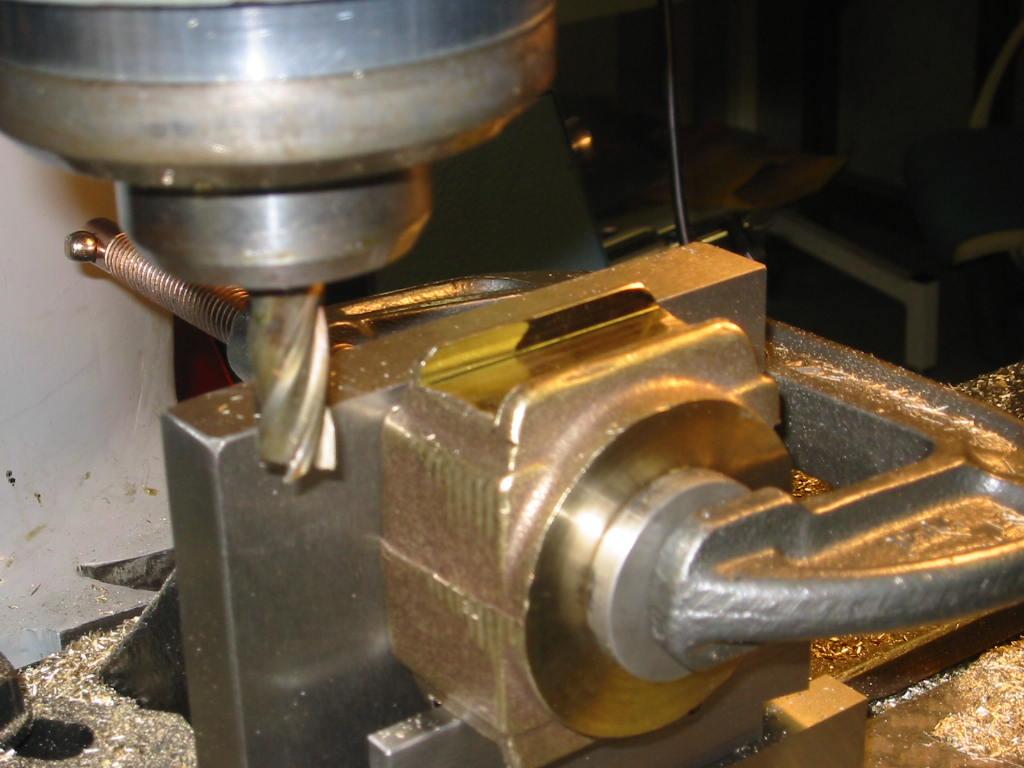
7-Dec-05切割车轴上的键槽。

7-Dec-05关闭钥匙套刀具在行动。
14-Dec-05这开始看起来像一辆机车。
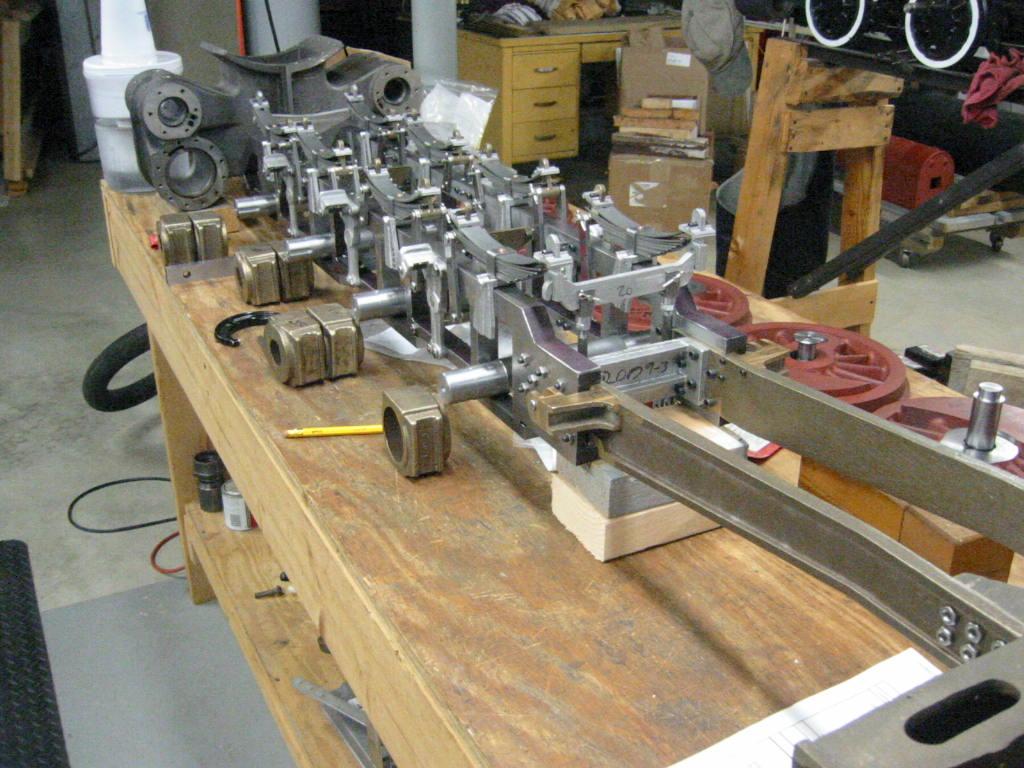
14-Dec-05随着这么多的零件完成,我只需要排队,所以看到进步。 接下来,我们需要完成轴箱和组装车轮。
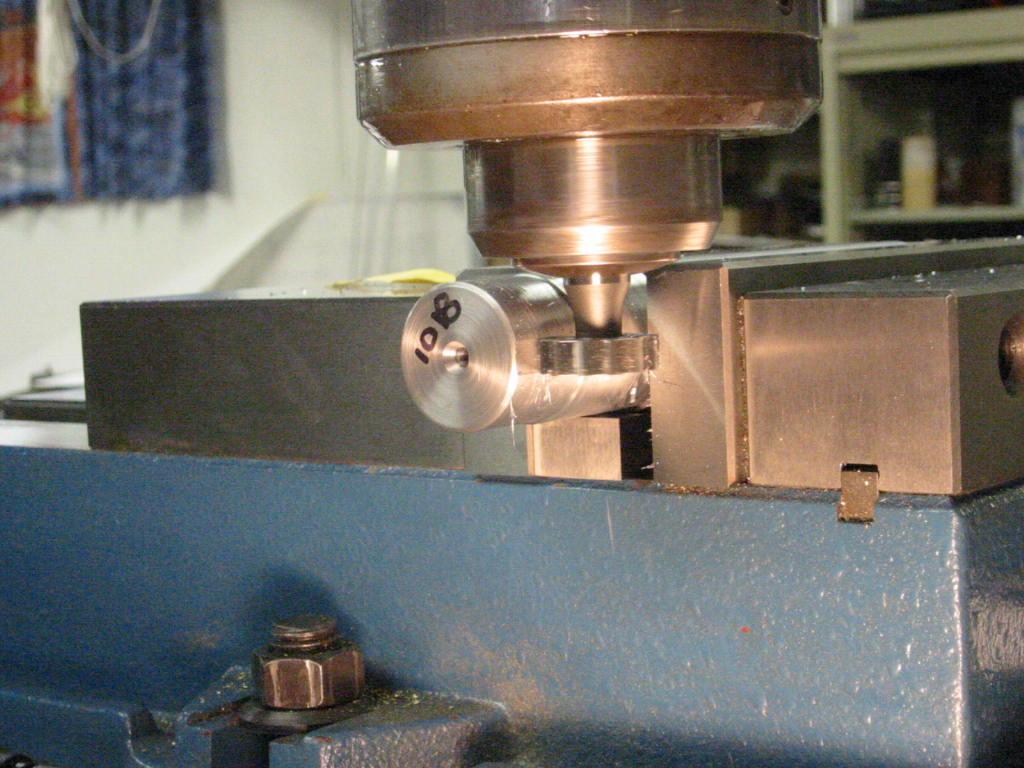
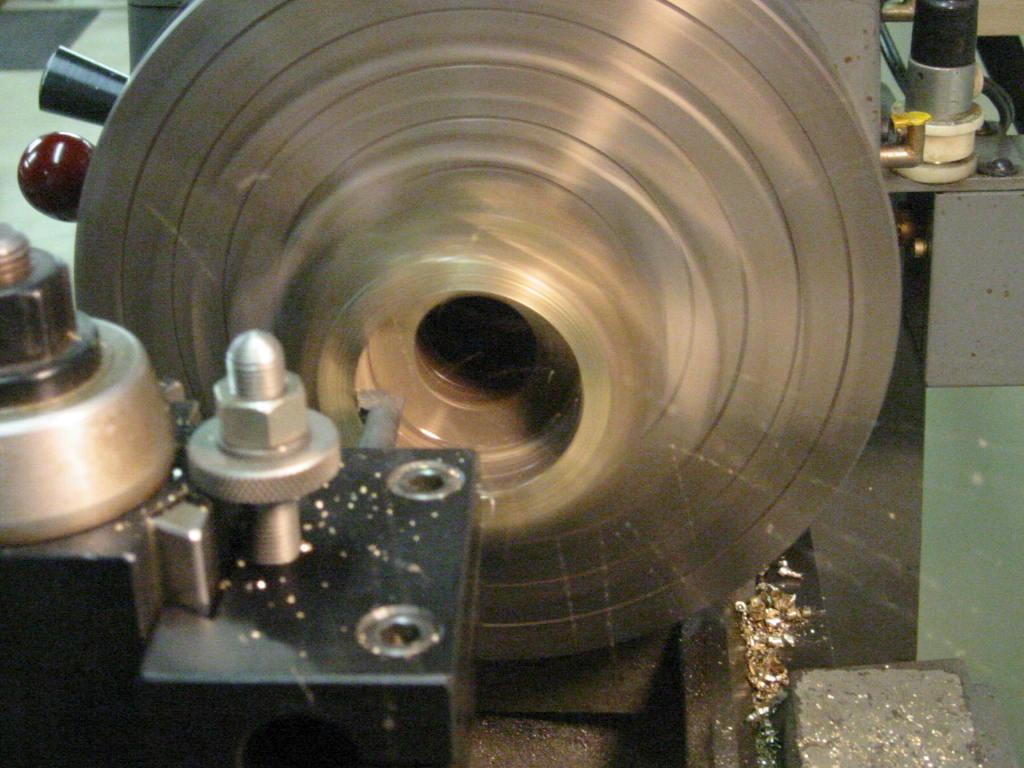
14-Dec-05开始在轴箱上工作的时间。第一步:将其夹在四爪并加工参考表面,这也是抵靠车轮背面的推力面。
14-Dec-05我们通过手头的有限工具尽我们所能,在这种情况下,我们试图将铸件对准粗糙的轴承座。这是一个有挑战性的一致性,因为一侧有铸造浇口被切断的磨痕。
14日 - 12月05。抓住无聊的酒吧,摆弄中心高度,前角和点,以减少喋喋不休的完美。这不是最终的直径,但是所有的盒子都制成相同的尺寸,以便在后面的步骤中加工标签。
11-Jan-06我们制造另一个用于加工轴箱外部的夹具。这里显示的是粗糙的盒子和夹具。

11-Jan-06我们将一大块铝材转动成滑动配合到粗转轴箱的内部。将灰铁角板钻孔攻丝,将铝合金插头螺栓固定在其上。

18-Jan-06这里是加工轴箱“耳朵”或框架导轨的设置:角板螺栓连接到工作台上,轴箱用C夹子固定在板上,可平行于底部,用于保持轴的平行度框。
18-Jan-06比尔在布里奇波特工作时加工轴箱。

22-Feb-06我们将加工一个轴箱的顶部,然后松开C夹,将箱子围绕铝塞旋转,使用平行线再次对齐,然后切断另一侧。我们必须密切关注“内置”框架的尺寸,这与蓝色打印不一样(没有打印故障)。印刷品还要求在耳朵上切割12“半径,以便在使用时(由于轨道不均匀)使盒子上下摇摆。缺少尺寸的旋转台,我们选择将两度锥度加工成使用黑色标记有助于显示加工/未加工的表面。
| 




 发表于 2017-8-2 15:12:12
发表于 2017-8-2 15:12:12